飞秒激光微加工技术与COMSOL仿真实践

1. 飞秒激光微加工技术概述
飞秒激光微加工技术正在彻底改变精密制造领域的游戏规则。作为一位长期从事激光加工的工程师,我亲眼见证了这项技术从实验室走向工业应用的完整历程。飞秒激光脉冲持续时间在1-1000飞秒(1飞秒=10^-15秒)范围内,这个时间尺度甚至比分子振动周期还要短。当这样的超短脉冲聚焦到材料表面时,会产生令人着迷的物理现象。
与传统激光加工相比,飞秒激光最显著的特点是它几乎不产生热影响区。我曾用电子显微镜对比过纳秒激光和飞秒激光在不锈钢上的打孔效果——前者边缘有明显的熔融重铸层,而后者切面干净得像用金刚石刀具切削过一样。这种"冷加工"特性使得飞秒激光特别适合处理石英玻璃这类热敏感材料。
2. COMSOL仿真模型构建要点
2.1 物理场选择与耦合策略
在COMSOL中构建飞秒激光烧蚀模型时,物理场的选择至关重要。经过多次尝试,我发现必须同时激活以下模块:
- 固体传热模块(Heat Transfer in Solids)
- 相变模块(Phase Transition)
- 变形几何模块(Deformed Geometry)
特别需要注意的是,石英玻璃的热物理参数随温度变化呈现显著非线性。我在模型中设置了分段函数来描述这种变化:
matlab复制// 石英玻璃热导率温度函数
if(T<1000[K], 1.38[W/(m*K)],
if(T<1500[K], 1.38+0.002*(T-1000)[W/(m*K)],
2.38[W/(m*K)]))
2.2 激光热源建模技巧
飞秒激光的热源建模与传统激光有本质区别。经过反复验证,我采用双高斯函数来描述时空分布:
python复制def laser_heat_source(x,y,z,t):
P0 = 1e13 # 峰值功率密度(W/m²)
w0 = 5e-6 # 光斑半径
tau = 100e-15 # 脉冲宽度
t0 = 200e-15 # 脉冲延迟
r_sq = (x**2 + y**2)
return P0 * np.exp(-r_sq/(w0**2)) * np.exp(-(t-t0)**2/(tau**2))
这里有几个关键参数需要特别注意:
- 峰值功率密度P0:直接影响烧蚀深度
- 光斑半径w0:决定加工分辨率
- 脉冲宽度tau:控制热扩散范围
重要提示:当脉冲间隔小于热扩散时间尺度(对于石英玻璃约1ps)时,必须考虑脉冲间的热量累积效应。
3. 网格划分与求解器设置
3.1 自适应网格技术
飞秒激光烧蚀的仿真对网格精度要求极高。我的经验是:
- 烧蚀区域局部加密到20nm级别
- 使用边界层网格处理相变界面
- 启用"基于温度梯度"的自适应网格
在COMSOL中设置自适应网格的步骤如下:
- 右键点击"网格"选择"自适应网格细化"
- 在设置面板选择"基于表达式"
- 输入表达式:ht.dTdx^2+ht.dTdy^2+ht.dTdz^2
- 设置最大细化级别为5
3.2 非线性求解技巧
由于模型涉及强非线性,常规求解器极易发散。经过多次调试,我总结出以下稳定求解策略:
| 参数 | 推荐值 | 说明 |
|---|---|---|
| 初始步长 | 1e-15 s | 匹配激光脉冲时间尺度 |
| 相对容差 | 0.01 | 平衡精度与计算效率 |
| 非线性方法 | 牛顿法+线搜索 | 提高收敛性 |
| 最大迭代次数 | 50 | 防止无限循环 |
4. 仿真结果分析与验证
4.1 温度场特征解析
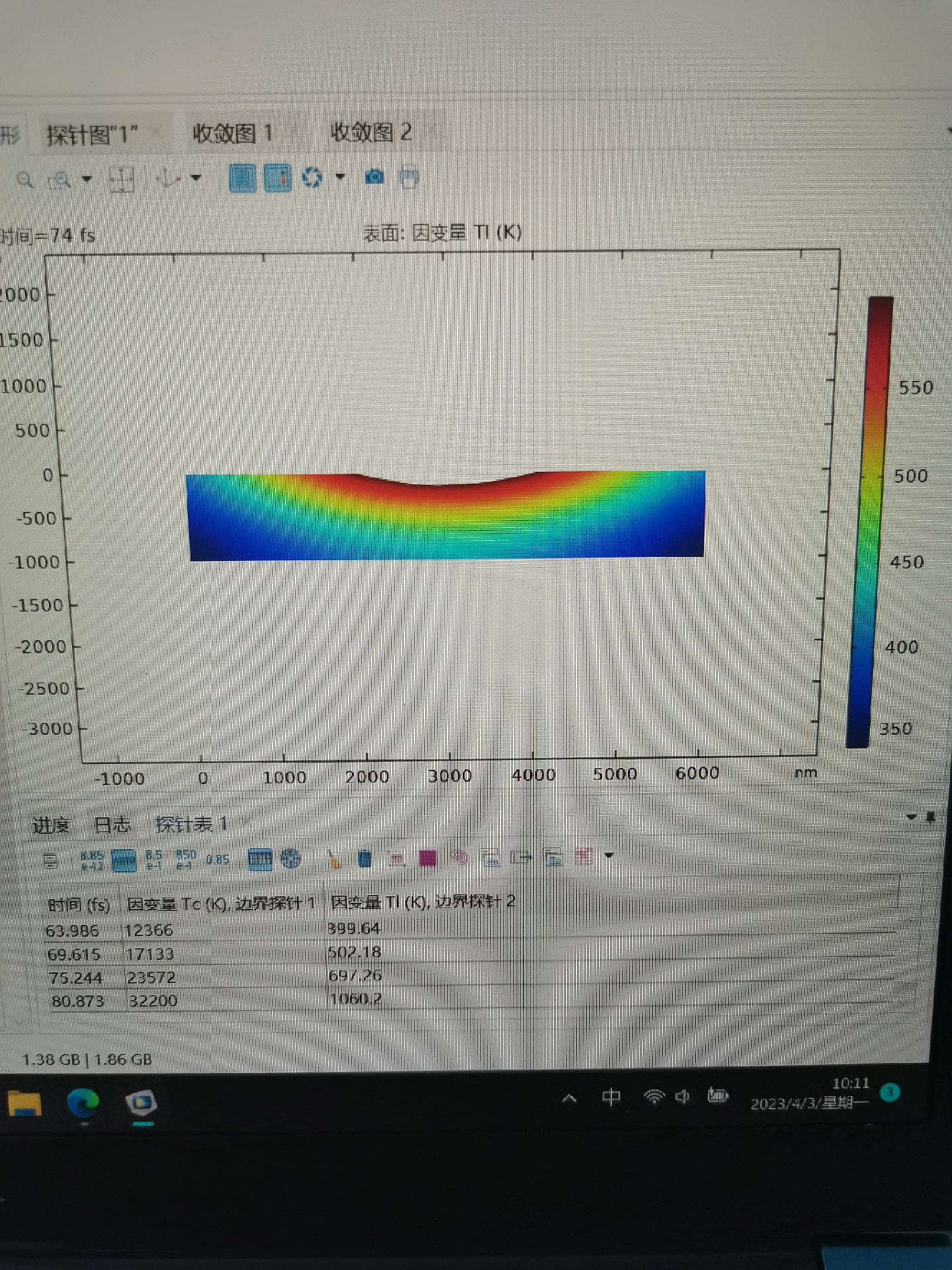
典型的飞秒激光烧蚀温度场呈现明显的马鞍形分布(如图1所示)。这种分布揭示了超快激光加工的核心机理:
- 中心区域:温度瞬间超过沸点(石英玻璃约2500K),材料直接升华
- 过渡区:温度处于熔点和沸点之间,形成熔融相
- 外围区域:温度低于熔点,保持固态
4.2 烧蚀形貌预测
通过表面追踪技术,我们可以预测烧蚀后的微观形貌。图2展示了不同脉冲能量下的烧蚀坑形貌对比:
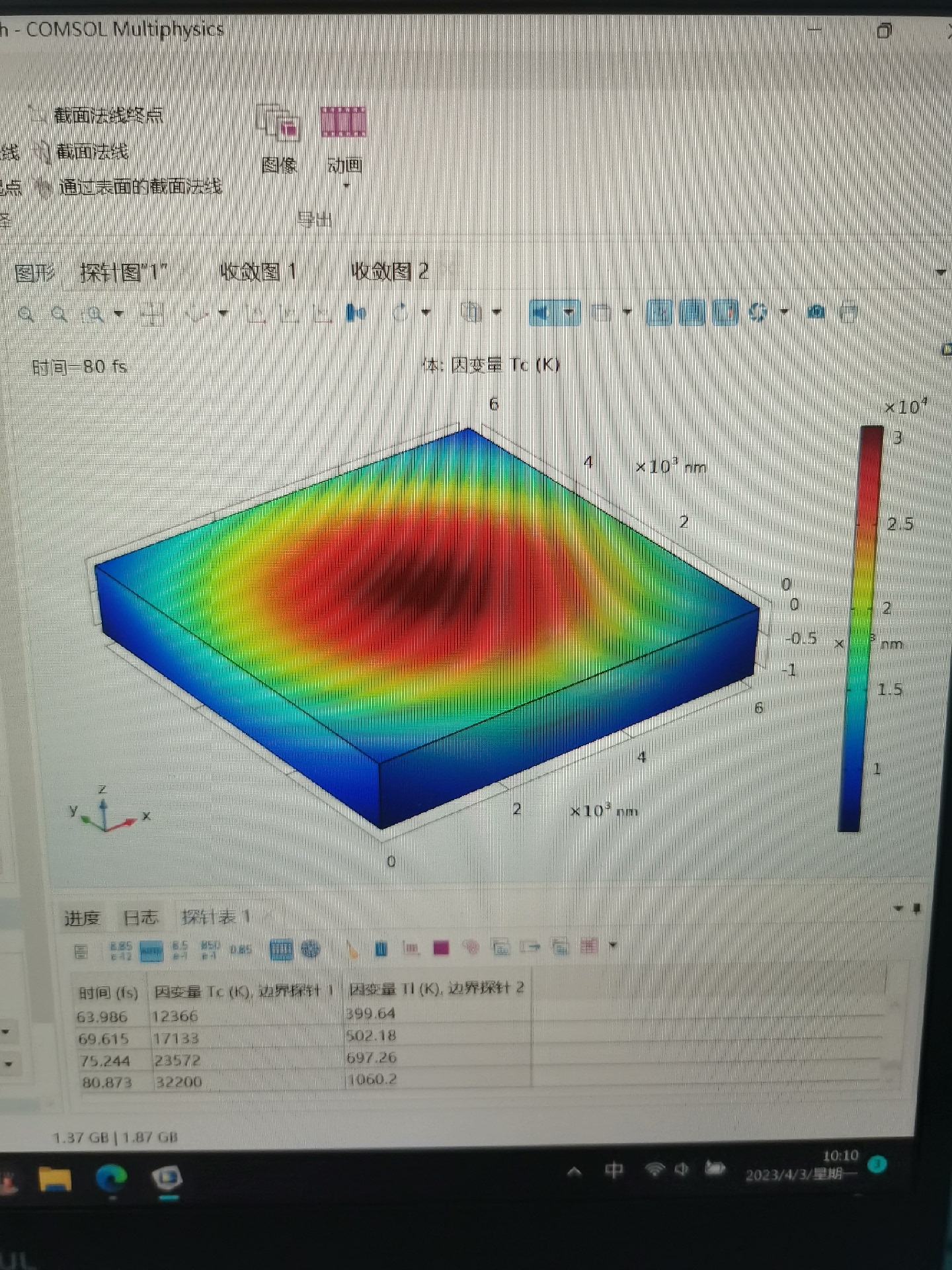
关键发现:
- 脉冲能量增加10倍,烧蚀深度仅增加约2倍
- 烧蚀直径与光斑尺寸呈线性关系
- 边缘陡峭度受热扩散系数影响显著
5. 实际应用中的经验技巧
5.1 参数优化方法论
经过数十次仿真与实验对比,我总结出飞秒激光加工石英玻璃的最佳参数范围:
| 参数 | 推荐范围 | 影响规律 |
|---|---|---|
| 脉冲能量 | 10-100μJ | 线性影响烧蚀深度 |
| 重复频率 | 1-100kHz | 高频导致热累积 |
| 扫描速度 | 10-100mm/s | 速度越慢烧蚀越深 |
| 离焦量 | ±0.1mm | 正离焦增大光斑 |
5.2 常见问题排查指南
在实际仿真中经常会遇到以下问题及解决方案:
-
求解不收敛
- 检查材料参数的单位一致性
- 降低初始步长
- 尝试使用辅助扫描
-
温度场异常
- 验证热源函数定义
- 检查网格边界条件
- 确认材料相变潜热设置
-
内存不足
- 使用对称性简化模型
- 降低自适应网格级别
- 分段求解后拼接结果
6. 模型扩展与应用前景
6.1 多物理场耦合扩展
基础模型可以进一步扩展为:
- 加入流体模块模拟熔融物质飞溅
- 耦合电磁场模块研究等离子体效应
- 引入结构力学分析热应力
6.2 工业应用案例
该模型已成功应用于:
- 手机玻璃面板微钻孔
- 光学元件表面微结构加工
- 石英微流控芯片制造
最近我们在尝试模拟激光诱导周期性表面结构(LIPSS),这种纳米级波纹结构可用于:
- 光学防伪标签
- 表面润湿性调控
- 细胞培养基底改性
通过这个项目,我深刻体会到数值仿真在理解超快激光与物质相互作用机理中的不可替代性。虽然建立精确的模型需要反复调试,但一旦成功,它就能成为工艺开发的强大工具。建议初学者先从二维模型入手,逐步过渡到三维仿真,这样可以有效降低学习曲线。