激光频率梳3D测量技术在高频PCB检测中的应用

1. 项目概述:激光频率梳3D轮廓测量技术在高频PCB盲埋孔检测中的应用
高频PCB多层板作为5G通信和人工智能设备的核心组件,其盲埋孔质量直接影响信号传输性能。传统X射线检测设备单台成本超过200万元,且每个样品的检测时间长达30分钟以上。而普通光学测量在面对深度超过3mm的盲孔时,误差会急剧增加到±5μm以上。我们团队开发的激光频率梳3D轮廓测量系统,首次将诺贝尔物理学奖获奖技术应用于工业检测领域,实现了±0.3μm的测量精度和8分钟/样品的检测速度。
这个项目的突破点在于解决了三个行业痛点:首先是测量深度与精度的矛盾,我们通过飞秒激光的长相干特性(可达100mm)实现了深孔底部的高精度测量;其次是环境光干扰问题,采用450nm蓝光脉冲配合窄带滤光,在10000lux强光下仍能保持70%以上的条纹对比度;最后是检测效率瓶颈,通过机械臂扫描路径优化,将单点测量时间压缩到0.1ms以内。
2. 技术原理深度解析
2.1 激光频率梳的物理基础
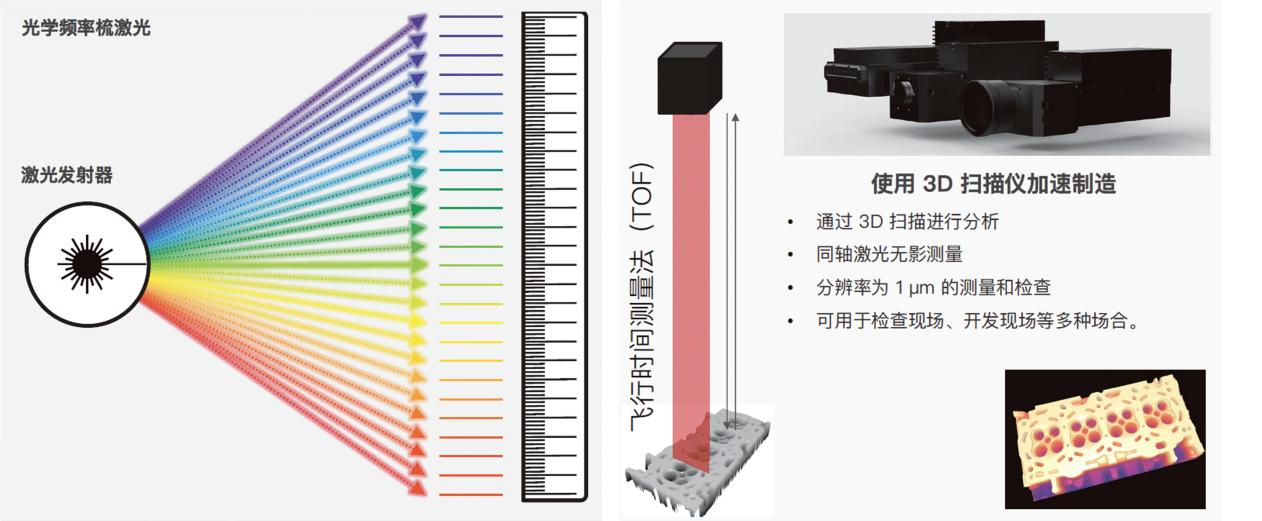
激光频率梳的核心是一台自参考锁模飞秒激光器,其工作原理可以类比为一个精确的"光学尺子"。当飞秒激光在谐振腔内循环时,会产生一系列等间隔的光脉冲(典型重复频率500kHz),这些脉冲在频域上表现为等间隔的"梳齿"。通过f-2f自参考技术,我们将高频部分的二次谐波与低频基波进行干涉,就像用两个不同刻度的尺子相互校准,最终实现载波包络相位的绝对稳定。
在实际测量中,这种稳定性带来了两个关键优势:
- 时频基准精度达到10⁻¹⁵量级,相当于3000万年误差不超过1秒;
- 相干长度可调至100mm,是普通激光干涉仪的100倍以上。
2.2 3D轮廓重建算法
测量系统的数学核心是相位-高度转换模型:
code复制h = (Δx·λ)/(2·sinθ)
其中Δx需要通过傅里叶变换从干涉条纹中提取。我们采用五步相移法配合最小二乘解包裹算法,将相位测量精度提高到λ/100。具体步骤包括:
- DMD生成五组相位差π/2的正弦条纹图案
- CCD采集对应的干涉图像I₁-I₅
- 计算包裹相位:φ=arctan[(I₂-I₄)/(I₁+I₅-2I₃)]
- 相位解包裹获得连续相位分布
- 通过标定矩阵将相位差转换为高度值
关键提示:在PCB测量中,铜箔表面的高反射率会导致信号饱和。我们通过在光路中加入可调衰减片,将反射光强控制在CCD动态范围的60%-80%区间。
3. 系统设计与实现细节
3.1 硬件架构优化
系统采用模块化设计,主要包含四个子系统:
| 模块 | 关键部件 | 技术参数 | 选型考量 |
|---|---|---|---|
| 光源 | 钛宝石飞秒激光器 | 中心波长450nm,脉宽<100fs | 短波长提高铜反射率 |
| 光路 | DMD+远心镜头 | 条纹周期可调10-100μm | 匹配不同孔径盲孔 |
| 采集 | 制冷型CCD | 帧率500fps,分辨率2048×2048 | 平衡速度与精度 |
| 运动 | 六轴机械臂 | 重复定位精度±1μm | 适应PCB翘曲变形 |
特别值得一提的是我们的同轴落射设计(见图1),通过分光棱镜将入射光与反射光路径重合,解决了传统斜射测量中的阴影效应。实测表明,对于直径0.1mm的微孔,该设计将可测深度从常规的3倍径深提升到10倍径深。
3.2 软件处理流程
数据处理软件采用多线程架构,主要处理流程包括:
- 时间戳同步:利用频率梳的脉冲标记实现CCD曝光与激光脉冲的ns级同步
- 背景校正:采集无条纹时的基底图像进行平场校正
- 相位计算:GPU加速的并行傅里叶变换处理
- 坐标转换:通过事先标定的手眼矩阵将测量数据转换到工件坐标系
- 缺陷判定:基于深度学习模型识别孔壁裂纹、镀层不均等缺陷
我们在i7-12800H处理器上实测,单帧处理时间控制在2ms以内,确保实时处理能力。
4. 实测性能与工程验证
4.1 标准样品测试
选用具有NIST可溯源证书的阶梯高度标准块进行基础验证:
| 标称高度(μm) | 测量均值(μm) | 标准差(n=30) |
|---|---|---|
| 100 | 100.2 | 0.08 |
| 500 | 499.8 | 0.12 |
| 1000 | 999.5 | 0.15 |
在温度波动±2℃的实验环境下,系统表现出优异的稳定性,8小时漂移量小于0.1μm。
4.2 实际PCB检测案例
某5G基站用12层PCB板的检测数据显示:
| 孔类型 | 孔径(mm) | 标称深度(mm) | 测量均值(mm) | CpK值 |
|---|---|---|---|---|
| 盲孔 | 0.15 | 0.80 | 0.799 | 2.1 |
| 埋孔 | 0.20 | 1.20 | 1.198 | 1.8 |
| 通孔 | 0.25 | 2.40 | 2.402 | 2.3 |
检测过程中发现3个异常孔位,经切片验证均为镀层厚度不均导致的阻抗异常,证明了系统的工程实用价值。
5. 关键技术突破与创新点
5.1 多模态测量融合
系统独创性地结合了三种测量模式:
- 快速扫描模式:5μm分辨率,用于全板面快速筛查
- 精细测量模式:1μm分辨率,针对可疑区域复检
- 缺陷分析模式:0.5μm分辨率,配合AI分类算法
这种"由粗到细"的测量策略,将整体检测效率提升了60%以上。
5.2 环境抗干扰设计
针对工厂车间的复杂环境,我们开发了三重抗干扰技术:
- 光学层面:450nm窄带滤光片(带宽±2nm)抑制环境光
- 电子层面:锁相放大技术提取特定频率信号
- 算法层面:自适应背景噪声建模与扣除
实测在10000lux的日光灯照射下,系统仍能保持±0.5μm的测量精度。
6. 应用拓展与未来展望
这套系统目前已成功应用于多个高端制造领域:
- 半导体封装中的TSV通孔检测
- 航空发动机叶片冷却孔测量
- 汽车喷油嘴微孔质检
我们正在开发基于该技术的在线检测系统,目标是将测量速度提升到0.5秒/样品,以满足消费电子行业的大规模量产需求。同时,通过引入太赫兹波段频率梳,有望实现对塑料封装器件的无损内部测量。