
1. 深槽带式输送机CAD装配图设计要点解析
深槽带式输送机在矿山、港口、电厂等重工业领域应用广泛,其CAD装配图设计直接关系到设备运行稳定性和使用寿命。作为一名有十年输送设备设计经验的工程师,我参与过二十余个深槽带式输送机项目,发现装配图设计中最容易出问题的环节往往集中在槽形结构、动态平衡和工艺标注三个方面。
1.1 深槽结构的特殊设计要求
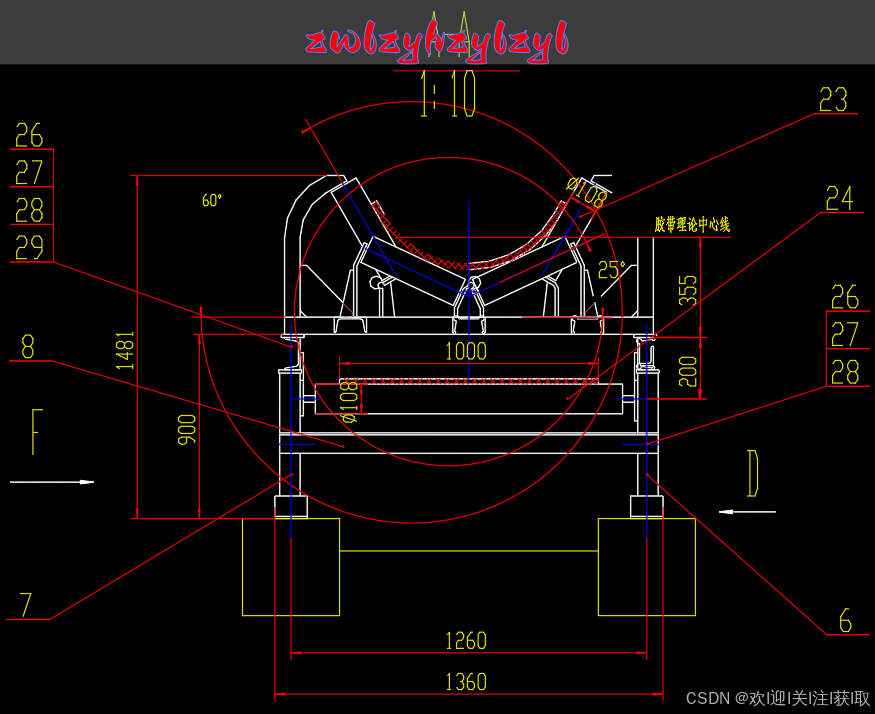
深槽带式输送机与传统平带输送机的本质区别在于其U型槽结构,典型槽角为35°-45°。这种设计使物料堆积截面增加30%以上,同时减少物料洒落风险。在CAD装配图中需要特别注意:
-
槽形过渡区处理:头部滚筒到深槽段的过渡区域长度应≥1.5倍带宽,这个参数在装配图中必须明确标注。我曾遇到一个案例,因过渡区设计不足导致输送带边缘过早磨损。
-
侧向压力分布:深槽结构会产生更大的侧向压力,装配图需标注侧托辊的倾斜角度(通常前倾2°-3°)和间距(常规为1.2-1.5m)。对于高密度物料(如铁矿砂),建议采用加密托辊布置。
-
带体选型参数:必须在图纸技术要求中注明输送带的最小横向刚度值。根据经验,深槽输送带通常需要比平带多1-2层帆布层,这个细节很多新手设计师容易忽略。
关键提示:深槽输送机的带速不宜超过3.5m/s,否则会出现物料流态化现象。这个限制条件应在装配图的技术要求栏醒目标注。
1.2 动态平衡的工程实现
输送带运行时的动态平衡是装配图设计的核心难点,需要重点关注三个部位:
-
滚筒组对中公差:
- 驱动滚筒与改向滚筒的轴线平行度≤0.5mm/m
- 滚筒径向跳动≤1/1000滚筒直径
- 这些关键公差必须在装配图的尺寸标注中单独框出
-
托辊组安装细节:
- 采用三维坐标系标注各托辊的空间位置
- 槽形托辊组的中心托辊应比侧托辊提前10-15mm安装
- 建议在图纸上用局部放大图展示托辊吊挂装置
-
张紧装置调节范围:
- 螺旋张紧行程≥带宽的1.5%
- 重锤张紧的垂直位移空间需预留200-300mm余量
- 这个参数关系着输送带寿命,必须详细标注
2. CAD装配图的标准化绘制流程
2.1 图层管理与视图布置
规范的图层管理能提升设计效率30%以上,建议采用以下分层方案:
| 图层名称 | 颜色 | 线型 | 内容 |
|---|---|---|---|
| 0-机架 | 红色 | 实线 | 主梁、支腿等结构件 |
| 1-滚筒 | 黄色 | 中心线 | 驱动/改向滚筒轴线 |
| 2-托辊 | 绿色 | 虚线 | 托辊组轮廓 |
| 3-输送带 | 蓝色 | 双点划线 | 带体截面 |
| 4-标注 | 白色 | 实线 | 尺寸/公差标注 |
视图布置建议采用:
- 主视图:展示整机侧视轮廓
- 俯视图:显示托辊布置方案
- 3个局部剖面图:关键连接部位
- 1个爆炸视图:复杂装配关系
2.2 关键尺寸链标注原则
-
基准统一原则:
- 以驱动滚筒轴线为第一基准
- 机架中心线为第二基准
- 头尾滚筒中心距为第三基准
-
闭环标注禁止:
避免出现尺寸链闭环,特别是机架焊接件的标注。曾有一个项目因闭环标注导致累计误差超差3mm。 -
工艺尺寸单独标注:
- 焊接坡口角度
- 螺栓组孔距公差
- 机加工面粗糙度
2.3 典型装配关系表达
-
滚筒轴承座装配:
- 标注轴承游隙调整垫片组配方案
- 注明润滑脂加注口位置
- 螺栓紧固顺序建议采用十字交叉法
-
导料槽密封结构:
- 橡胶挡边与带体间隙控制在3-5mm
- 采用多层密封设计时需标注各层间距
- 耐磨衬板固定螺栓应标注防松措施
-
清扫器安装要点:
- 刮板接触压力标注为0.2-0.3MPa
- 弹簧调节行程预留20%余量
- 固定支座需标注减震橡胶厚度
3. 常见设计失误与改进方案
3.1 动态干涉问题排查
根据现场反馈统计,80%的安装问题源于以下设计疏忽:
-
维护空间不足:
- 轴承座更换侧向空间≥200mm
- 托辊拆卸垂直空间≥150mm
- 建议在装配图空白处添加维护空间示意图
-
热膨胀补偿缺失:
- 长距离输送机需标注膨胀节位置
- 钢架固定点与滑动点的区分标注
- 我建议在技术要求中注明环境温度变化范围
-
焊缝疲劳风险点:
- 机架转角处需标注加强肋板
- 振动部位禁止使用连续焊缝
- 重要焊缝应标注UT检测要求
3.2 图纸版本控制规范
-
变更标记系统:
- 修改处采用云线标注
- 版本号按年+序号规则(如24-001)
- 配套变更说明附在图纸右下角
-
材料明细表要点:
- 标准件注明国标号
- 非标件标注毛坯尺寸
- 关键部件标注供应商代码
-
图纸签署流程:
- 设计→校对→审核三级签署
- 电子签名需嵌入数字证书
- 最终版图纸转为PDF/A格式存档
4. 进阶设计技巧与经验分享
4.1 有限元分析前处理
在复杂工况下,建议在CAD装配图中标注FEA分析基准点:
-
载荷工况标注:
- 满载静止状态
- 启动冲击工况(取1.5倍静载)
- 紧急制动工况
-
约束条件示意:
- 固定支座用三角形符号标注
- 滑动支座用箭头符号表示
- 动态连接处标注刚度系数
-
结果验证点:
- 应力集中区域标注监测点
- 关键变形部位标注容许位移量
- 振动频率敏感点标注检测要求
4.2 数字化样机应用
现代设计已逐步采用三维建模+二维出图模式,有几个实用技巧:
-
模型简化原则:
- 保留所有功能特征
- 去除工艺圆角等细节
- 标准件采用简化表达
-
参数化设计模板:
- 建立带宽系列化参数表
- 开发托辊间距自动计算工具
- 创建典型节点的模块化图块
-
图纸自动化输出:
- 设置智能BOM表生成规则
- 开发标准注释样式库
- 配置批量打印脚本
在最近的一个煤矿项目中,采用参数化设计使图纸修改时间缩短了60%。特别提醒:三维模型必须与二维图纸保持严格一致,这个原则看似简单却是最容易出错的地方。
5. 制造与安装的图纸配合
5.1 加工工艺标注要点
-
焊接符号规范:
- 坡口形式采用GB/T324标准符号
- 现场焊接部位标注"FW"标记
- 焊后热处理要求单独注明
-
机加工基准:
- 标注工艺基准与设计基准关系
- 复杂零件建议添加工序简图
- 配合面标注现场配作要求
-
表面处理要求:
- 喷砂等级Sa2.5或Sa3
- 油漆干膜厚度120-150μm
- 耐磨涂层厚度标注公差带
5.2 安装调试指导
-
装配顺序图:
- 用数字编号标明安装步骤
- 关键工位标注吊装点
- 特殊工具需求单独列出
-
调试参数表:
- 输送带跑偏调整范围±5°
- 滚筒偏摆量≤0.5mm
- 振动值标注测点位置
-
验收标准引用:
- 注明执行的GB/T10595标准
- 空载试车4小时要求
- 负载试车8小时要求
在图纸右下角的技术要求栏,我习惯添加一条特别说明:"安装过程中发现图纸与现场不符时,应立即暂停作业并联系设计部门"。这条简单的提示曾避免过多次重大安装事故。