
1. 项目概述:双工位自动锁螺丝设备控制系统
去年接手的一个非标自动化项目让我对PLC协同控制有了全新认识——两台独立工位的自动锁螺丝设备,通过三菱伺服转盘实现工件流转,还要兼顾手动/自动模式的无缝切换。这套系统最考验人的地方在于,既要保证两个工位能并行作业,又要确保它们像跳探戈一样默契配合。
核心硬件配置很典型:
- 主控单元:三菱FX3U-48MT PLC(晶体管输出型,适合高速脉冲控制)
- 人机界面:信捷TG765触摸屏(7寸宽屏,支持脚本编程)
- 运动控制:三菱MR-JE-20A伺服驱动+HF-KN23J-S100伺服电机
- 关键传感器:欧姆龙E3Z光电开关系列(检测工件到位情况)
2. 控制系统架构设计
2.1 双工位协同逻辑
两台锁螺丝机的协同本质上是"空间隔离+时序交错"的设计。转盘将工件从工位A运到工位B的过程中,需要满足以下约束条件:
- 工位A完成当前螺丝锁附后,转盘才能启动
- 转盘必须完全停止在工位B定位点后,工位B才能开始作业
- 两个工位的启动信号要有50ms以上的时间差(避免气泵压力骤降)
ladder复制// 协同控制梯形图示例
LD X10 // 工位A完成信号
AND X20 // 工位B就绪信号
ANDP M300 // 转盘定位完成
OUT M310 // 允许双工位运行
TMR T0 K50 // 时序错开延时
调试中发现:当气缸响应时间超过100ms时,需要将T0定时器值调整为气缸动作时间的1/2,这个经验值能确保气压稳定。
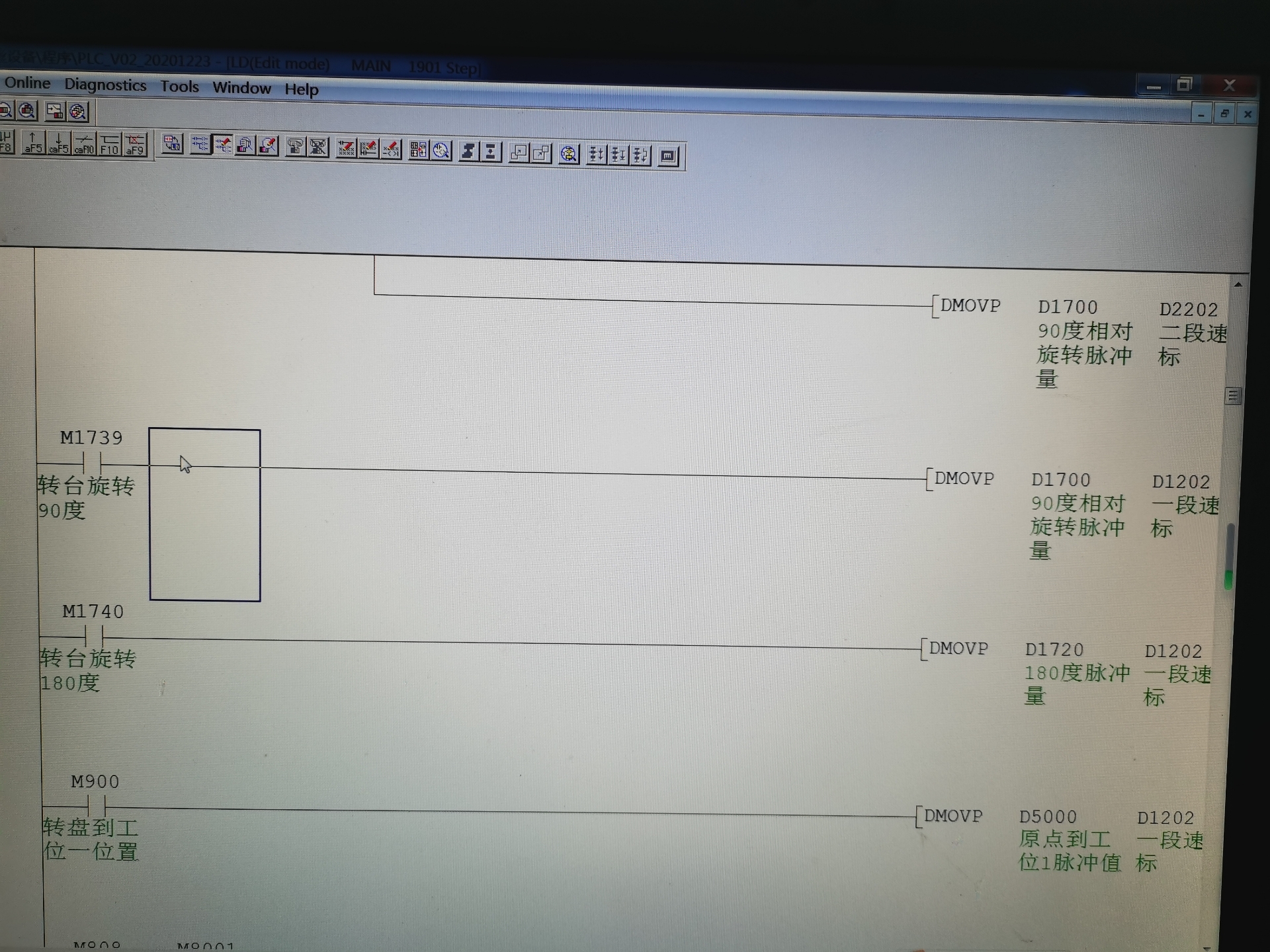
2.2 伺服转盘精确定位
三菱DRVI指令的参数设置直接影响定位精度:
ladder复制DRVI K100000 K5000 Y1 Y2 // 10万脉冲对应360° 速度5000脉冲/s
关键参数计算过程:
- 转盘周长:600mm
- 伺服电机编码器分辨率:131072脉冲/转
- 减速比:5:1
- 实际脉冲当量:600mm / (131072×5) ≈ 0.000915mm/脉冲
现场调试技巧:
- 惯性补偿:在伺服驱动器参数Pr.06(惯量比)中设置实际测量值的1.2倍
- 停止抖动处理:降低Pr.02(位置环增益)至原始值的80%
- 原点回归:采用DOG搜索模式(DSZR指令),配合近点信号X4使用
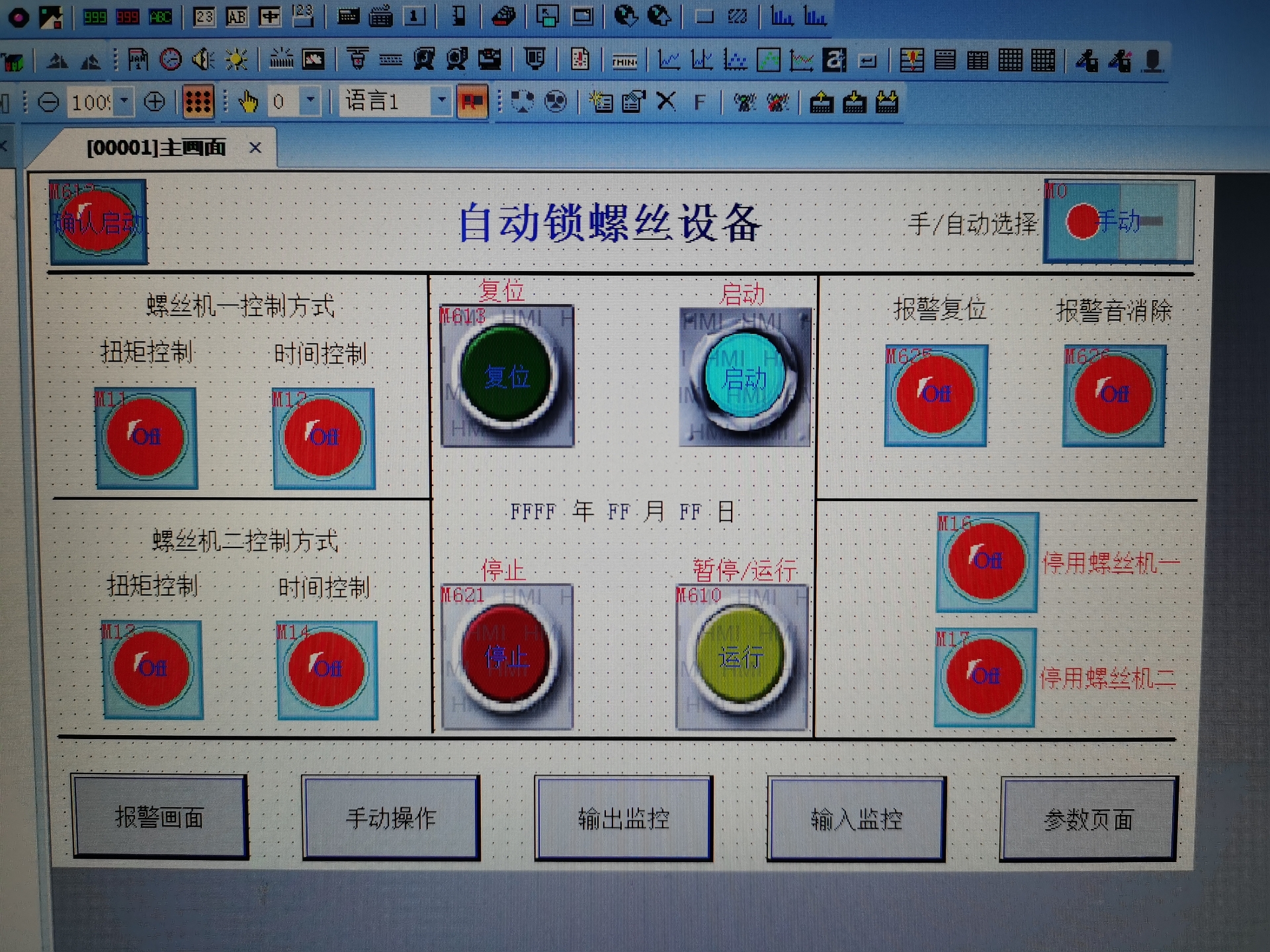
3. 人机界面开发要点
3.1 信捷TG765的特殊性
与主流HMI相比,信捷触摸屏有这些特点需要注意:
- 地址访问必须用字符串格式:
plc.Write('D100', 50) - 脚本语言类似VB但不完全兼容
- 报警记录功能需要手动配置报警字
javascript复制// 扭矩限制脚本示例
numSet.Value = D300;
if(numSet.Value > 50) {
alarm.Show(101); // 触发预置报警信息
plc.Write('D300', 50); // 强制写入上限值
}
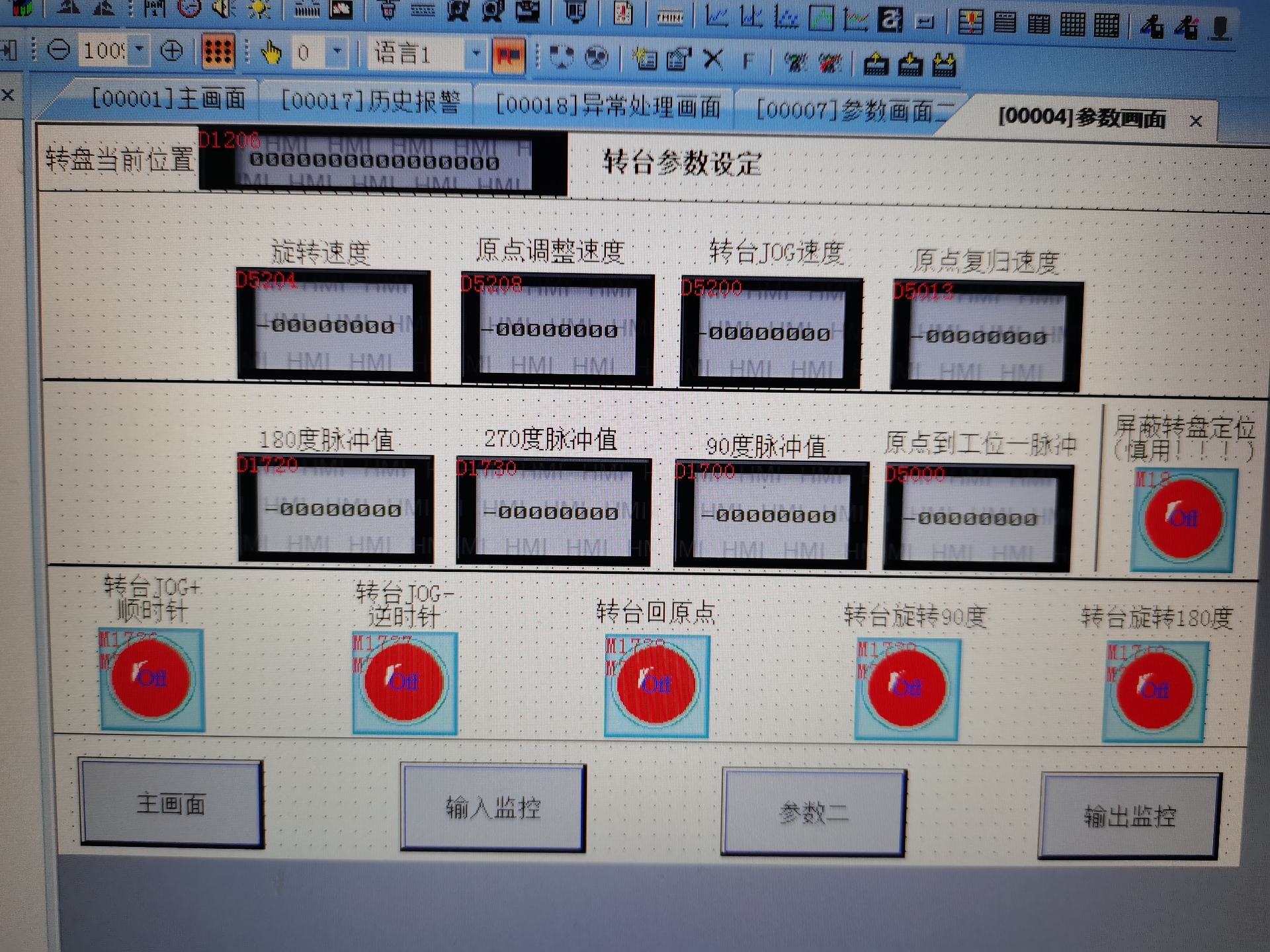
3.2 参数化界面设计
非标设备必须考虑的参数化方案:
- 将工艺参数集中存放在D500-D599寄存器段
- 触摸屏建立参数配方功能,支持:
- 产品型号选择(下拉菜单绑定D500)
- 螺丝规格参数组(D501-D510)
- 扭矩曲线设置(D511-D520)
4. 核心功能实现细节
4.1 扭矩/时间双模式控制
系统支持两种锁附控制方式:
-
扭矩控制模式:
- 通过模拟量输出控制电动螺丝刀
- FX3U的DA模块输出0-10V对应0-5Nm
- 实际扭矩值通过AD模块读取反馈(D150寄存器)
-
时间控制模式:
- 使用TMR指令控制锁附时长
- 典型值设置范围0.5-3秒(D151寄存器)
- 配合计数器C20做不良品判断
模式切换逻辑:
ladder复制LD M100 // 自动模式
AND X0 // 安全门
AND M101 // 扭矩模式选择
OUT M200 // 允许自动运行
4.2 异常处理机制
完善的异常处理应包含:
- 螺丝浮高检测(X15信号)
- 滑牙判断(扭矩曲线积分值<阈值)
- 超时保护(T192定时器)
- 气源压力监测(D152寄存器值)
报警优先级处理策略:
| 报警代码 | 处理方式 | 恢复条件 |
|---|---|---|
| E101 | 立即停机 | 手动复位 |
| E102 | 完成当前循环 | 自动清除 |
| E103 | 仅提示 | 条件满足自动消失 |
5. 现场调试经验实录
5.1 通讯故障排查
三菱FX3U与信捷屏的422通讯常见问题:
- 接线错误:必须使用SDA/SDB/RDA/RDB交叉连接
- 参数不匹配:
- 波特率:9600/19200/38400必须一致
- 数据格式:7E1是最稳定配置
- 接地干扰:通讯线屏蔽层单端接地
ladder复制RS485ADP 9600 E 7 1 // PLC端参数设置
5.2 运动控制优化
转盘定位精度提升方案:
- 加减速曲线调整:
- 初始值:加速时间200ms,减速时间300ms
- 优化后:加速150ms,减速200ms(Pr.08参数)
- 电子齿轮比微调:
- 理论值:131072×5
- 实际值:131072×5×0.9987(补偿机械间隙)
6. 程序架构优化建议
经过三个版本迭代,总结出这些非标设备编程经验:
-
寄存器规划原则:
- D0-D99:系统状态字
- D100-D199:工艺参数
- D200-D299:设备间通信
- D300以上:HMI交互区
-
模块化编程技巧:
- 使用CALL指令调用功能块
- 重要功能添加详细注释
- 每个子程序开头注明修改记录
-
维护性设计:
- 预留15%的备用IO点
- 关键信号配置双重检测
- 重要参数设置掉电保持(M384-M511)
这套系统最终实现的关键指标:
- 节拍时间:8秒/件(双工位并行)
- 定位精度:±0.1mm
- 不良率:<0.3%
- 模式切换时间:<1秒
最让我自豪的是,通过完善的参数化设计,客户后续产品变更时,90%的调整只需在触摸屏上完成,完全不需要修改PLC程序——这或许就是非标设备编程的最高境界。