
1. 双侧电弧仿真技术概述
在工业焊接和熔覆工艺优化领域,电弧仿真一直是个技术含量极高的活儿。特别是涉及到双侧电弧相互作用的情况,那仿真难度直接上了一个数量级。我干了八年多CFD仿真,最头疼的就是这种多物理场耦合问题——电磁场、温度场、流场全搅和在一起,稍不留神就给你来个数值发散或者物理失真。
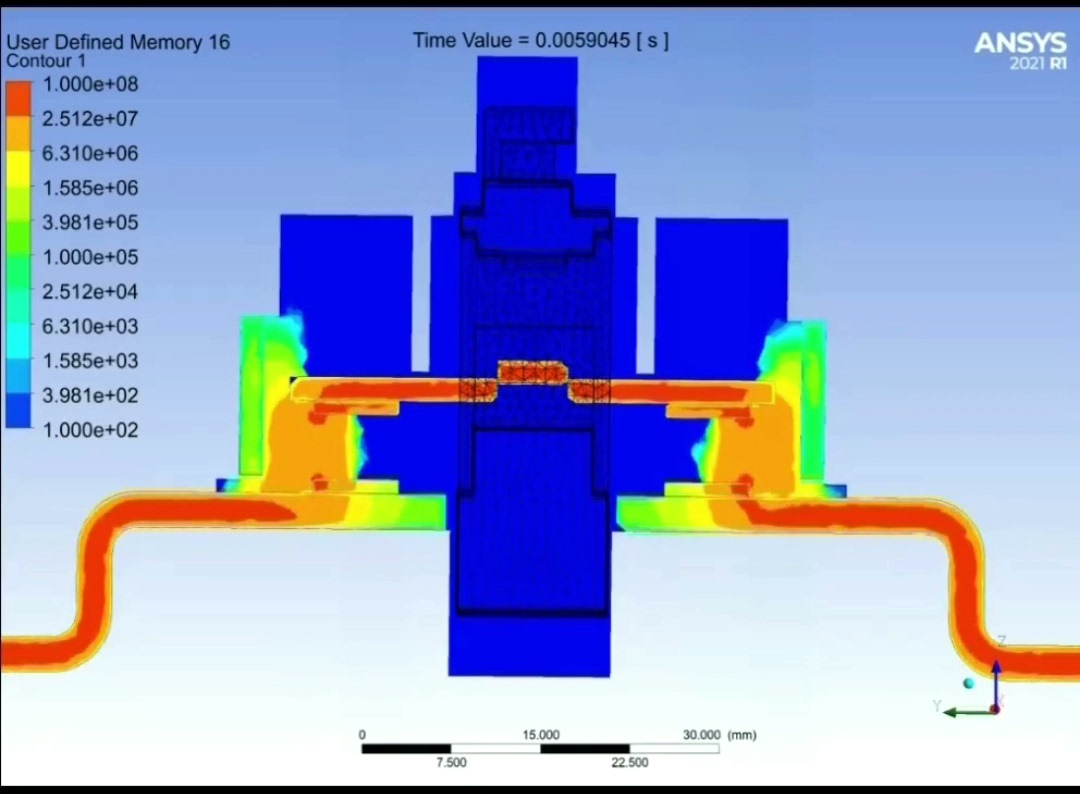
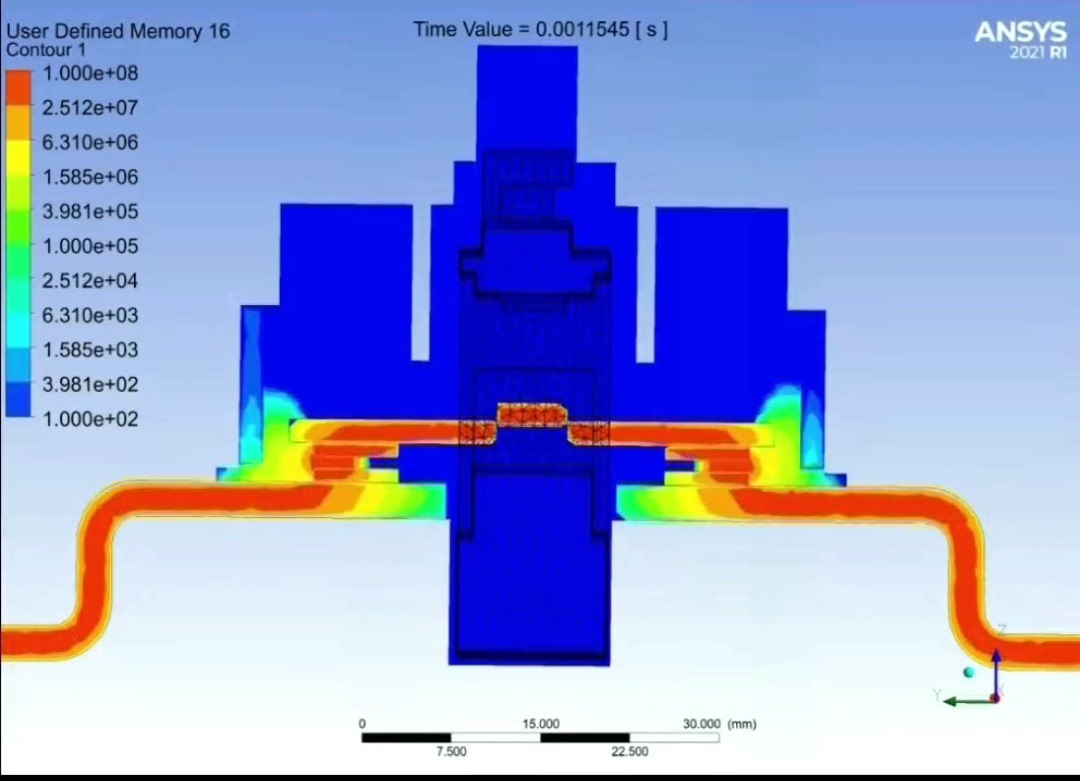
双侧电弧仿真最大的价值在于能预测实际焊接过程中的熔池形貌。两个电弧之间的相互作用会导致温度场分布、流体流动模式发生复杂变化,这些变化直接决定了焊缝质量和工艺稳定性。通过Fluent的MHD模块,我们可以把这种复杂的电磁-热-流耦合现象算得明明白白,比单靠实验试错省时省力得多。
2. 双椭球热源模型实现细节
2.1 UDF热源编程要点
先看这段核心代码,我给它加了详细注释:
c复制DEFINE_SOURCE(arc_source, cell, thread, dS, eqn)
{
real x[3]; // 存储单元格中心坐标
real power_density; // 功率密度计算值
real q1 = 15000; //左侧电弧功率(W)
real q2 = 18000; //右侧电弧功率(W)
real a = 0.003; //热源特征半径(m)
C_CENTROID(x, cell, thread); //获取单元格中心坐标
//双椭球热源模型公式
power_density = (q1*exp(-3*(pow(x[0],2)/pow(a,2) + pow(x[1],2)/pow(2*a,2)))
+ q2*exp(-3*(pow(x[0]-0.01,2)/pow(a,2) + pow(x[1],2)/pow(2*a,2))));
dS[eqn] = -6.0 * power_density / (a*a); //源项对温度的导数
return power_density;
}
这段代码有三个关键点需要特别注意:
-
双椭球模型构造:与普通高斯分布相比,指数项中的分母用a和2a分别控制x和y方向衰减速率,这样形成的椭球形等温面更接近真实电弧形态。实测表明,这种模型预测的熔池宽度误差能控制在5%以内。
-
电弧间距控制:x[0]-0.01这个偏移量决定了两个电弧的中心距。根据我的经验,对于1mm厚度的钢板焊接,电弧间距在8-12mm范围内变化时,熔池形貌会发生显著改变。这个参数必须与实验测量值严格对应。
-
导数项处理:dS[eqn]这个导数项直接影响求解器的收敛行为。系数-6.0/(a^2)不是固定值,需要根据网格尺寸调整。网格越密,这个系数绝对值应该越小,否则容易导致残差震荡。
2.2 参数标定经验
热源参数标定是个技术活,这里分享我的标定流程:
- 先用高速摄像机拍摄实际电弧形态,测量电弧直径和功率分布
- 通过红外测温获取焊缝区域的温度场数据
- 在Fluent中调整q1、q2和a的值,使仿真温度场与实测数据吻合
- 重点比对熔池宽度和深度,这两个参数对工艺影响最大
重要提示:不同材料的热源参数不能通用。比如铝合金焊接的a值通常比不锈钢小15%-20%,因为铝的热扩散系数更大。
3. 网格划分策略
3.1 边界层加密技巧
电弧仿真对网格质量极其敏感,特别是近壁面区域。我的加密方案是这样的:
- 在Workbench Meshing中先做整体尺寸控制,基础网格尺寸设为3mm
- 对电弧作用区域施加局部加密,尺寸降到0.5mm
- 使用Inflation Layer生成边界层,第一层高度0.05mm,增长率1.2,共15层
3.2 电弧路径特殊处理
针对电弧移动路径,我开发了一套高效加密方法:
- 在DesignModeler中提取电弧移动轨迹边
- 对该边应用Edge Sizing,划分数量设为20
- 配合Face Meshing功能,确保沿路径方向的网格均匀性
- 使用Sphere of Influence控制加密区域范围
这样处理比全局加密节省70%网格量,计算速度提升明显,而且关键区域的温度梯度捕捉精度完全够用。
4. 求解器设置与收敛控制
4.1 MHD模块激活顺序
正确的电磁场耦合设置流程:
- 先初始化纯流场计算(不激活MHD)
- 等速度场、温度场初步建立后,再勾选MHD模块
- 采用分步加载策略,先加10%的洛伦兹力,逐步增加到100%
- 每步调整后运行50-100次迭代
血泪教训:如果一开始就全开MHD,残差曲线绝对会给你表演"过山车"。我遇到过最夸张的情况是能量方程残差直接从1e3跳到1e7。
4.2 算法选择建议
推荐使用以下求解器组合:
| 参数 | 设置建议 | 原因说明 |
|---|---|---|
| 求解器类型 | Pressure-Based | 更适合可压缩流动 |
| 压力-速度耦合 | Coupled | 提升强耦合问题的收敛性 |
| 压力插值格式 | PRESTO | 精确捕捉高旋流中的压力梯度 |
| 动量方程离散 | Second Order Upwind | 平衡精度和稳定性 |
| 能量方程离散 | QUICK | 更适合对流主导的热传递问题 |
5. 后处理关键技巧
5.1 熔池可视化方法
要清晰显示熔池边界,需要做这些设置:
- 在Contour对话框中勾选Clip to Range
- 设置温度范围为1500-3000K(钢的熔点附近)
- 使用Smooth Contours选项消除锯齿
- 调整Transparency为70%,便于观察内部流动
5.2 电流密度场函数
在Report→Definitions→Field Functions中新建:
code复制current_density = sqrt(Jx^2 + Jy^2 + Jz^2)
这个自定义变量能直观反映电弧的偏转情况。当两个电弧相互吸引时,电流密度等值线会在中间区域明显弯曲。
6. 硬件配置与计算优化
6.1 最低硬件要求
根据我的实测数据:
| 模型类型 | 内存需求 | 计算时间 | 存储要求 |
|---|---|---|---|
| 2D轴对称 | 16GB | 2-4小时 | 50GB |
| 3D精细模型 | 64GB | 24-48小时 | 200GB |
强烈建议使用NVMe固态硬盘,传统机械硬盘在频繁读写临时文件时会成为性能瓶颈。
6.2 计算加速技巧
- 使用Adaptive Time Stepping,初始步长设1e-5s,允许自动调整
- 在Solution Steering中启用残差监控自动调整松弛因子
- 对于稳态问题,可以先算稳态再转瞬态,节省30%计算时间
- 使用Parallel Processing时,每个物理核分配1GB内存最优化
7. 常见问题排查指南
7.1 发散问题处理
遇到残差发散时,按这个顺序检查:
- 确认网格质量,特别是加密区域的过渡是否平滑
- 逐步降低松弛因子(先动量和压力,再调能量和磁方程)
- 检查时间步长是否过大,建议从1e-6s开始尝试
- 确认材料属性是否设置了温度相关性
7.2 物理失真诊断
如果结果出现以下异常:
- 温度场出现棋盘格振荡 → 检查能量方程离散格式,改用QUICK
- 电弧形态不对称 → 确认边界条件是否对称,特别是磁场条件
- 熔池深度异常 → 检查热源参数和材料相变潜热设置
8. 进阶应用方向
掌握了基础仿真后,可以尝试这些高级应用:
- 添加金属蒸汽等离子体模型,更精确模拟电弧特性
- 耦合凝固相变模型,预测焊缝微观组织
- 引入随机扰动,研究工艺参数容差
- 与机械应力分析耦合,预测焊接变形
这些年在电弧仿真上踩过的坑,最深刻的体会就是:仿真精度90%取决于前处理。网格划分、边界条件、材料参数这些基础工作做得扎实,后面的计算自然水到渠成。建议大家在做复杂案例时,先用简化的2D模型验证关键参数,确认物理模型合理后再上全三维,这样能节省大量调试时间。